


在锂电行业中的应用



电池极片和隔膜
长度测量/定长切割
在锂电极片和隔膜生产过程中,通常需要测量整卷产品长度,以及需要把整卷产品裁切成若干卷,适用于下一道工序。
采用非接触式激光测速测长仪可以测量电池极片和隔膜长度,同时通过脉冲信号控制切刀,实现定长裁切。


电池极片和隔膜长度测量/定长裁切

连续涂布和间歇涂布
另外,由于激光多普勒测速测长仪对测量物体材质没有要求,除了能够精准测量连续涂布区域的长度外,对于间歇涂布,通过色标传感器辅助,也可以精准测量涂布区域和非涂布区域的长度。
电池极片延展率和隔膜
拉伸率测量
通常情况下,无论是极片还是隔膜,厂家都会通过测量产品拉伸前后通过的速度(长度)差来计算产品的延伸率和拉伸率,或者通过拉伸前后的厚度比来进行计算。
但是目前辊压前后产品的速度(长度)主要来自于辊压前后编码器测量数据,会受产品打滑及机构磨损影响,测量会存在偏差。
采用激光多普勒测速测长仪,放置在辊压前后分别对产品速度(长度)进行直接测量,可以更精准的计算出产品延伸率,从而保证产品性能。同时产品正常使用后无需再做校准,减少人工维护时间。
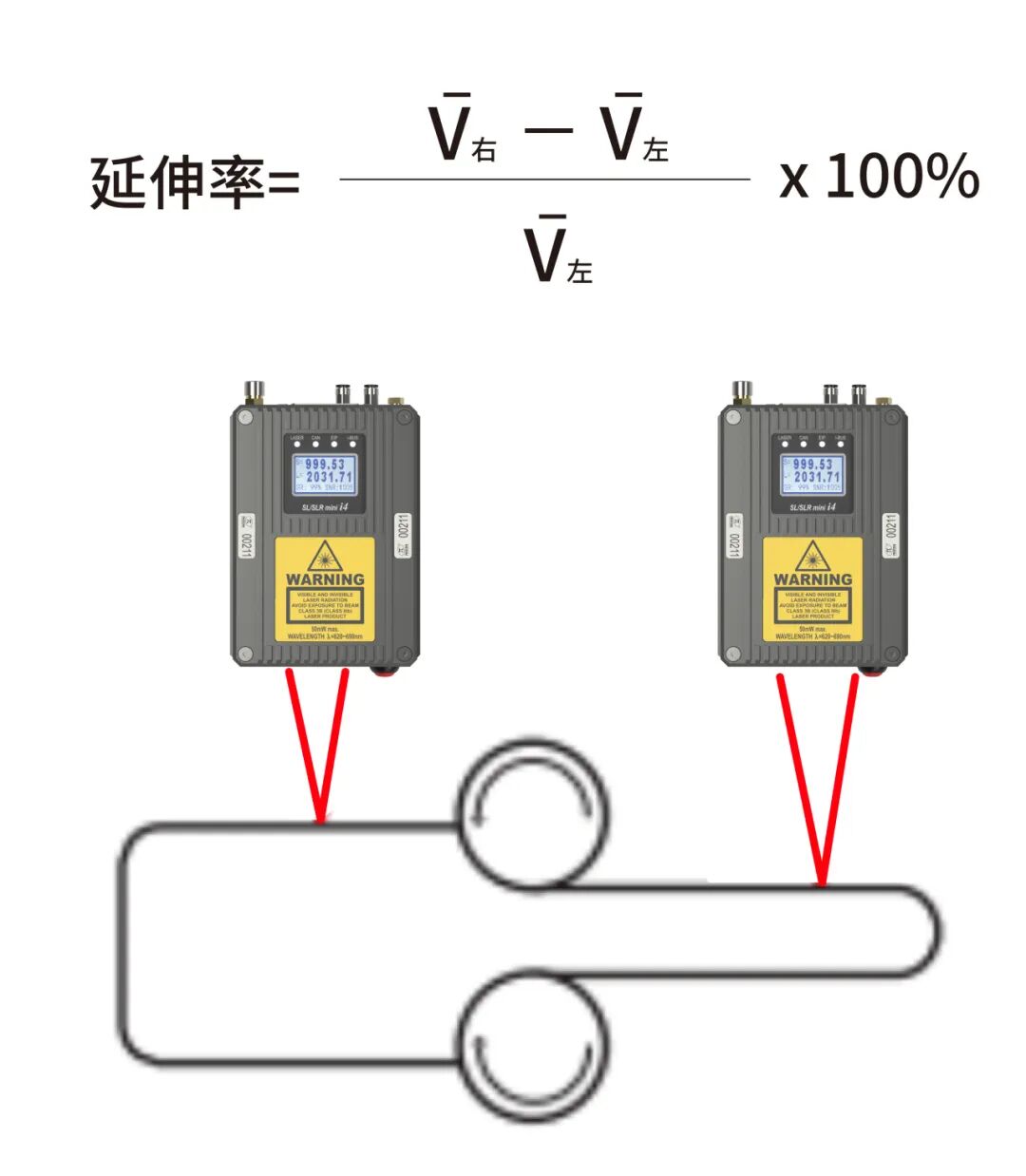
延伸率测量应用
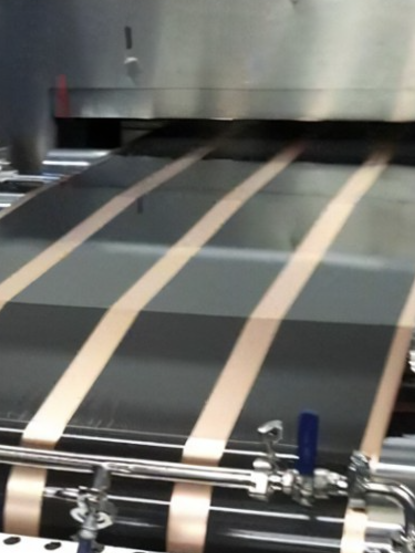
电池极片和隔膜缺陷检测
电池极片和隔膜在生产时不可避免地会有一些缺陷,比如破膜、刮伤、漏涂、异物、孔洞等问题。电池极片和隔膜如果存在缺陷,将直接影响锂电池的容量、循环能力以及安全性能等特性。
激光多普勒测速测长仪直接测量通过的产品长度,不存在打滑情况,且能够输出和编码器一致的正交脉冲信号,和客户现有的视觉系统直接相连。另外客户可以自由设置脉冲信号频率,以应对产品不同的移动速度和精度。
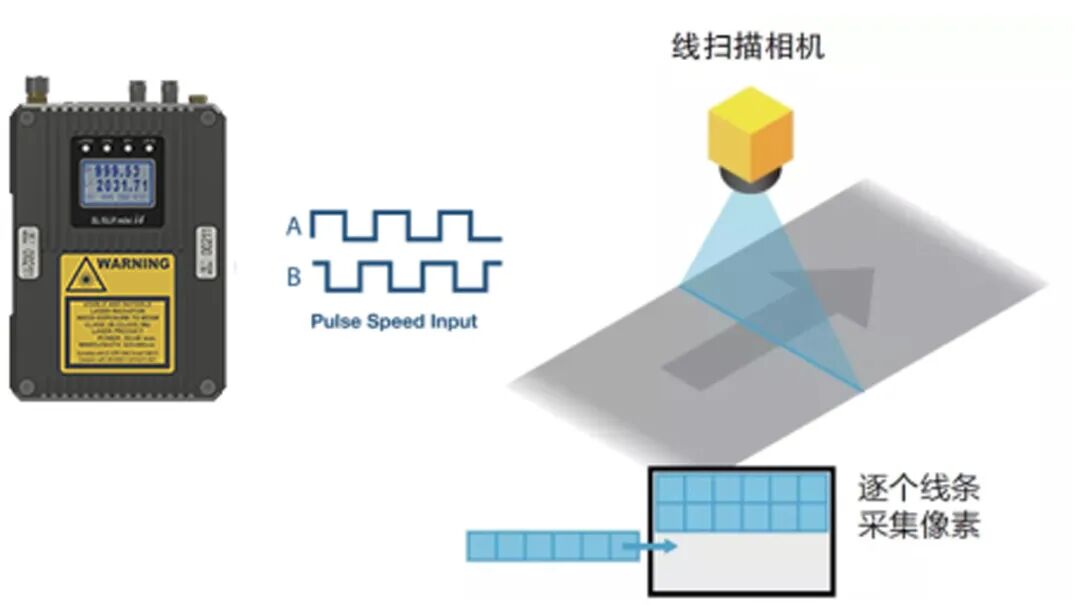
电池隔膜缺陷检测应用
电池极耳切割
极耳是锂电池内部将正负极集流体引出来的金属导电体。极耳成型是在正负极集流体上切出导电体的工艺,是动力电池和部分消费电子电池制造过程的关键工艺之一。
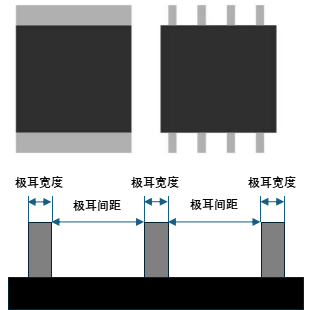
电池极耳切割
极耳切割对极耳的宽度和间距要求非常严格,一旦发生偏差会导致产品报废或者影响产品质量。
激光多普勒测速测长仪可以直接测量通过极片的长度,并提供实时的脉冲信号给到设备切割系统,可以精准控制切割的间距,确保极耳的宽度和间距满足要求。
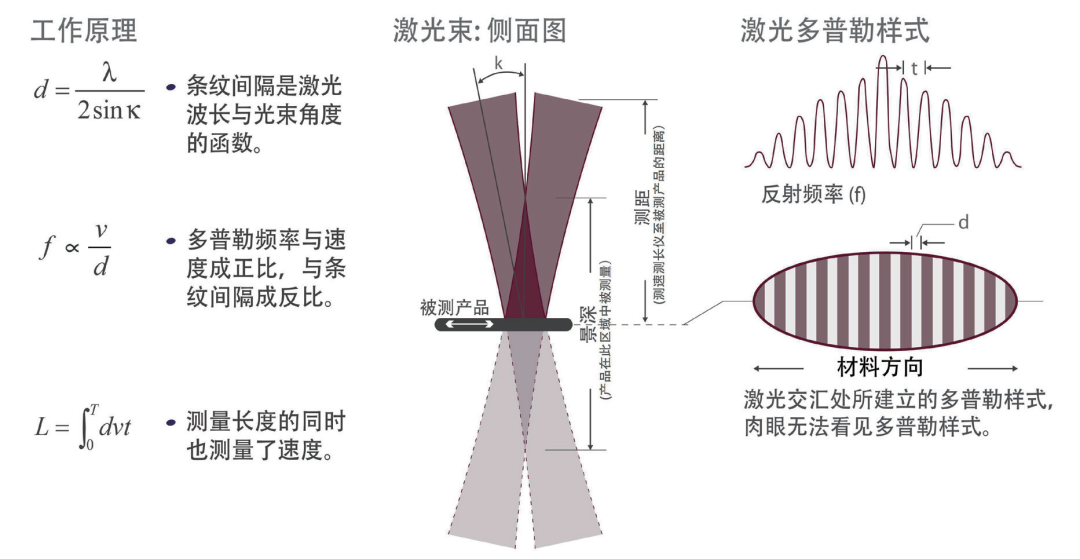
测量原理
激光多普勒测速测长仪基于多普勒效应原理工作。
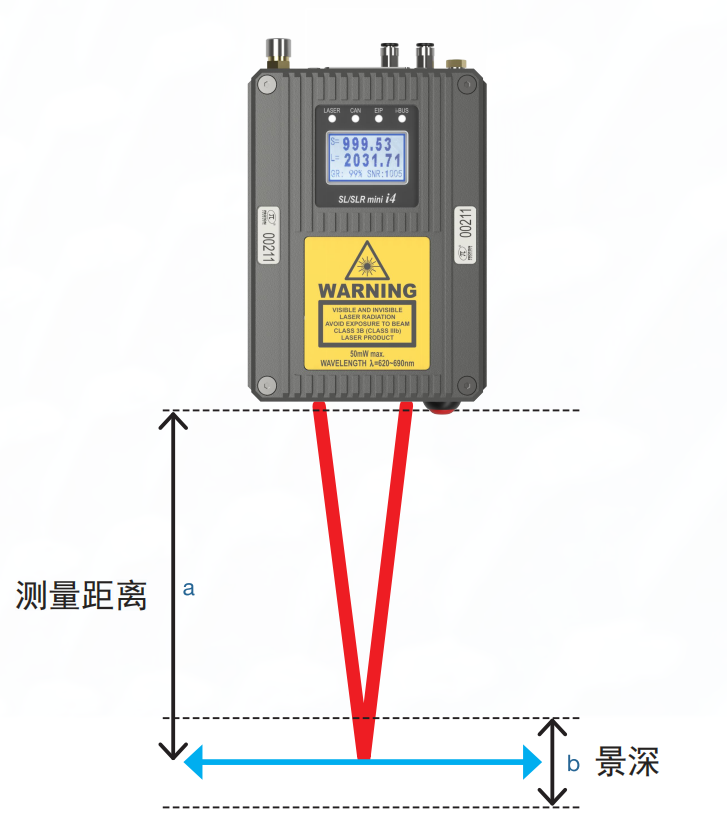
通过两束激光在被测物表面交汇形成明暗交替的干涉条纹光斑,条纹变化频率与被测物速度呈正比。通过数字化处理后可以计算出物体移动速度和通过长度。
激光多普勒测速测长原理
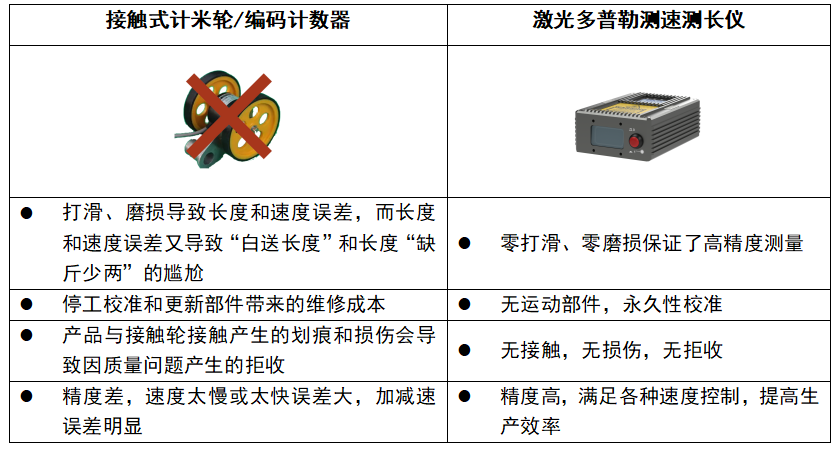
与传统编码器测量方式区别
一般在电池隔膜和薄膜行业,通常采用计米轮或者编码器方式间接测量被测物体长度。激光多普勒测速测长仪相比传统计米轮/编码器优势如下:
直接测量
激光多普勒测速测长仪直接测量通过产品的速度和长度,不像计米轮/编码器通过测量辊的方式被动测量产品速度和长度,不会产生打滑情况,测量更精准。
非接触测量
激光多普勒测速测长仪测量产品长度和速度时无需接触被测物,避免和产品接触引起的压痕和划伤引起产品质量问题。
免校准免维护
由于激光多普勒测速测长仪采用非接触方式直接测量产品,没有中间机械结构,因此不存在磨损导致的测量误差,所以后期无需再做定期校准,也无需对设备进行维护。
高精度一致性
激光多普勒测速测长仪能做到0.05%精度及0.02%重复性,且直接测量产品,测量更准确。
激光多普勒测速测长仪和计米轮区别
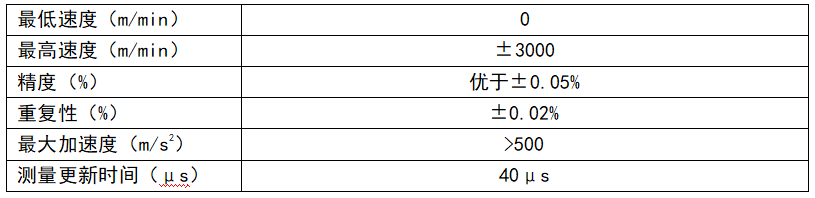
激光多普勒测速测长仪规格参数
英国博腾公司推出的非接触式激光测速测长仪支持多种通讯方式,体积更小,方便安装,也能够应用到更广泛的各类工业制造领域,如电线电缆,造纸薄膜,纺织皮革等轻工领域。

激光多普勒测速测长仪大小展示
展望
本文概述了几种激光多普勒测速测长仪的特点以及在电池行业的应用。这种测量方式在传统的线缆管材行业已经广泛应用,并获得了客户一致认可。但是在电池和薄膜等行业,客户对这种方式的了解相对较晚。
虽然如此,这种测量方式也已经获得了部分客户的认可并实际投入到生产中,帮助客户在产品质量和成本控制上取得了一定的改善。
基于激光多普勒测速测长仪的特点,在电池和薄膜行业的应用还有很多探索空间,未来,也许能在生产质量和制造工艺上,帮助企业实现更多的突破和创新。



 2026.03.26
2026.03.26